
")
Why Real-Time Production Monitoring Is Critical for Modern Manufacturers
Blog
5 Min 23 Sec Read
“You can’t manage what you can’t see.” In manufacturing, this holds especially true. As demands rise, margins tighten and pressure on production increases. Delayed visibility means delayed response. One misstep can be costly.
This is where real-time production monitoring comes in. It equips manufactures with immediate feedback, which is key to operational efficiency.
In this article, we will examine the critical role of real-time monitoring in modern manufacturing and the tangible outcomes achieved through its implementation. Moreover, you will also learn how we implement digital manufacturing transformation with our factory floor monitoring software.
The Cost of Flying Blind — and the Power of Seeing in Real Time
According to LNS Research, 71% of manufacturers still rely on spreadsheets or manual processes to track operations – highlighting that modernization remains a distant dream for many. These outdated systems create critical operational blind spots that slow production, reduce accuracy, and hinder responsiveness due to delayed, manual data updates.
Manual data updates leave manufacturers flying blind. When information is recorded only after shifts end, decisions are based on outdated data, and production issues often go undetected until it’s too late. This lag allows quality deviations to persist, increases scrap, leads to uninformed resource allocation, slower recovery, and increased costs.
Real-time production monitoring changes this equation. It reduces issue detection from 15-30 minutes to seconds by triggering instant alerts through predictive maintenance systems when a critical asset experiences downtime. It automatically updates OEE calculations throughout shifts and provides real-time visibility into production rates and quality parameters across the facility.
Manufacturers shift from reactive to proactive with real-time insight, which recovers capacity, improves quality, and drives smarter, faster decisions.
The Nerve Center of the Modern Factory
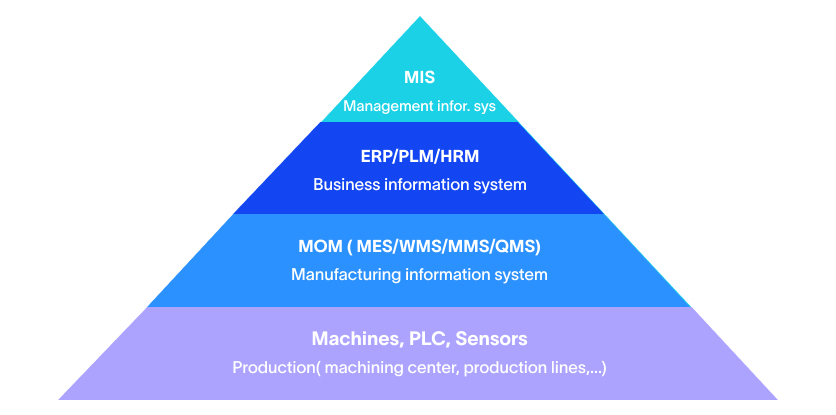
A complete factory floor monitoring software system exists as an integrated network. The major technical components are:
Data Collection Layer
- Direct connectivity of PLC using Ethernet/IP, Modbus, OPC-UA protocols
- Edge devices for protocol conversion and initial processing
- IIoT sensors for retrofitting on existing equipment
- Manufacturing automation solutions for data acquisition at suitable sampling rates
Data Processing Infrastructure
- Scalable data historians that are optimized for time-series data
- Edge computing functionality for latency-intensive applications
- Contextual databases that map process variables to equipment assets
- Business intelligence integration to provide enterprise visibility
Visualization Layer
- Customizable real-time dashboards for various roles
- KPI displays across production floors
- Mobile push notifications and alerts
- Automated report creation and delivery
INS3 specialization: Our core expertise centers on wireless connectivity to industrial devices regardless of the device age or manufacturer. We’ve developed proprietary techniques to extract legacy data from old systems without halting or disrupting production. This enables seamless integration into modern monitoring and analytics platforms.
Unified Namespace: Contextualizing Data for Real-Time Access
A critical advancement in real-time production monitoring is the implementation of a Unified Namespace (UNS). This architecture serves as a standardized data modeling framework that organizes manufacturing information in a context-aware, hierarchical structure.
What is UNS?
A Unified Namespace is a centralized data architecture. It enables disparate systems to publish and subscribe to data streams using consistent naming conventions.
Key characteristics of UNS include:
- Hierarchical organization (enterprise/site/area/line/cell/equipment)
- Standardized topic structure for data streams
- Consistent metadata tagging for contextual identification
- Event-driven architecture enabling live data in production management
UNS Technical Benefits
UNS also provides great technical benefits. Examples of how your production process can benefit by implementing UNS includes:
- Elimination of point-to-point integrations
- Single source of truth for all production data
- Contextualization of raw data into meaningful information
- Simplified addition of new data sources or consumers
INS3 Approach on Creating a UNS
We don’t believe in a “one size fits all” solution. Instead, we tailor a UNS to the manufacturer’s unique environment, while aligning to leading industry standards. Our approach delivers immediate value while allowing for future expansion flexibility to scale and adapt as needs may evolve.
Discover how UNS powers real-time visibility in smart factories
The Analytics Layer — Turning Machine Data into Manufacturing Intelligence
Industrial data analytics transforms raw production data into actionable intelligence.
Data Preparation
Data preparation consists of several essential elements that improve data quality and usability.
To start, automated filtering removes noise and outliers, ensuring that the data being analyzed is both relevant and reliable.
Moreover, value standardization across disparate systems enables consistent data interpretation across platforms, which supports accurate and effective decision-making.
Additionally, contextual tagging (such as linking data to product, order, or shift information) provides meaningful context, making the data easier to interpret and apply effectively across different situations.
Analysis Methods
Modern real-time manufacturing analytics have advanced traditional Statistical Process Control with dynamic control limits, improving process monitoring accuracy and responsiveness.
Using pattern recognition techniques enables early deviation detection, which allows for rapid corrective actions.
Incorporating machine learning algorithms strengthens this approach by offering foresight that improves decisions and drives efficiency.
Output Applications
Improving operational efficiency starts with comparing current vs. target performance using advanced efficiency tools to pinpoint areas for improvement.
Automated root cause analysis accelerates problem-solving by quickly identifying underlying issues.
Recipe optimization recommendations further enhance processes, boosting both quality and productivity.
Technical case: A food processor decreased standard deviation on fill weights by 27% by following real-time production monitoring with SPC analytics, preventing $215,000 in material loss annually.
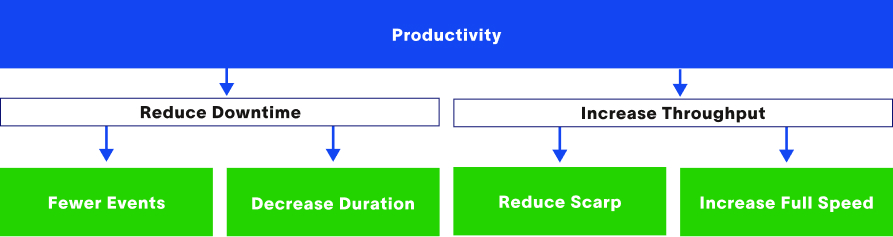
Real-Time Means Real Results — The ROI Behind the System
Implementation of a production tracking system delivers the following measurable results:
Downtime Reduction
- 30-50% decrease in unplanned downtime through predictive maintenance
- 45-75% reduction in issue diagnosis time
- Case example: Metal fabricator reduced downtime by 32%, recovering 520 production hours
Throughput and Quality Improvements
- 10-15% normal increase in units/hour without equipment change
- 20-35% reduction in quality defects through real-time process monitoring
- Case example: Packaging manufacturer improved throughput by 14.3% by eliminating micro-stoppages
INS3 implementation strategy: Our technical teams connect directly to production equipment, establish secure data pipelines, and deploy visualization tools within 6-12 weeks for initial rollout.
Why Now? Trends Driving the Need for Real-Time Visibility
Factors making real-time production monitoring essential:
Labor Constraints
- 25-40% reduction in manufacturing workforce availability
- Requirement for automated data collection to eliminate manual recording
- Case example: Chemical processor sustained production levels with 18% fewer employees
Process Complexity
- 300% increase in average SKU count over the past decade
- Expanding regulatory compliance requirements
- Increasing material variability that necessitates adaptive processing
Supply Chain Pressure
- 50% reduction in acceptable lead times
- Requirement for just-in-sequence production capabilities
- Requirement for operational agility to manage material shortages
Technical Advantage with INS3
Our integration experience enables manufacturers to add real-time production monitoring features while leveraging existing equipment.
We build purpose-designed solutions that deliver high value with minimal additional investment.
INS3 Implementation Methodology
Our structured approach ensures successful real-time production monitoring implementation.
Discovery Process
The project starts with a kick-off stakeholder meeting to define business goals and identify pain points. A production floor walkthrough then follows with operations and maintenance teams to gain insight into daily workflows.
A collaborative working session is then performed to map out key processes and data requirements. These findings inform a Readiness Assessment document, which outlines current system status and provides actionable recommendations.
Lastly, the results are presented to the leadership team, along with a prioritized implementation roadmap to inform future actions.
Detailed Assessment
This assessment evaluates end-to-end equipment connectivity by evaluating the network infrastructure and identifying key process parameters.
It records baseline performance data and correlating data integration requirements to fully understand system capabilities and improvement opportunities.
Solution Implementation
Implementation begins with designing and deploying a tailored UNS architecture.
We then establish equipment connectivity and configure data collection for seamless communication. A data historian and analytics platform will be implemented to support efficient analysis.
To convey the insights accumulated, we will create dashboards and reports that enhance visibility and decision-making.
Finally, we provide user documentation and training to ensure seamless adoption and effective system use.
Continuous Optimization
Future initiatives will focus on performance evaluation, system refinement, and incorporation of additional data sources to enhance insight and scalability.
This foundation will support the deployment of advanced analytics, which is critical for extracting greater insights. We also aim to expand these capabilities across other production areas to further improve efficiency and output.
INS3 provides end-to-end implementation assistance – from initial discovery to continuous optimization – with a strong emphasis on designing user-friendly interfaces that factory teams embrace, not avoid.
Conclusion
Real-time production monitoring has evolved from a “nice-to-have” to a “must-have” technology for manufacturers pursuing operational excellence. The facts are indisputable: real-time visibility into production conditions drives measurable improvements in efficiency, quality, and profitability.
INS3’s systems experience in manufacturing means INS3 delivers manufacturers have extensive implementation abilities, from initial analysis to ongoing smart factory optimization.
Need to assess real-time monitoring solutions for your plant? Connect with our technical team or explore our manufacturing intelligence systems and case studies to see impact in action.
Agile MES: The Key to Unlocking Smart Manufacturing Success
MES is a computerized system used in manufacturing operations to track and document the transformation of raw materials into finished goods. An MES system typically manages and monitors work orders, equipment, materials, and personnel on the shop floor. The system provides real-time visibility into production processes, helps optimize manufacturing operations, and improves the overall efficiency of the manufacturing process.
Understanding OEE: The Key to Manufacturing Efficiency
In today’s competitive manufacturing landscape, improving efficiency and productivity is crucial for businesses to remain competitive. One of the key metrics used to measure manufacturing efficiency is OEE or Overall Equipment Effectiveness. In this blog, we will take a closer look at OEE and its importance in manufacturing.
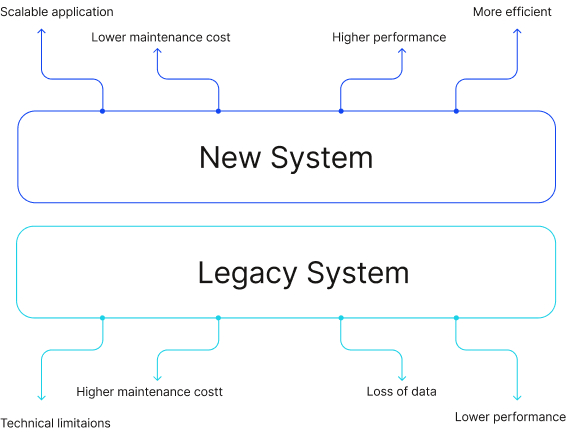
How to Effectively Conduct a Legacy System Integration
Legacy system integration can be a daunting task, but it’s a necessary one for many manufacturers that rely on outdated systems to run their business. Integrating legacy systems with modern technology can improve efficiency, streamline processes, and save time and money. However, it’s important to approach the integration process carefully and methodically to ensure success.
Share on :
Keep On Reading
Subscribe to Our Newsletter
Subscribe to our weekly newsletters to get updates regarding our new production, behind the scene process of our art creation and much more.
After submitting this form you will receive an e-mail with a confirmation link that you must click to complete your request. Detailed information on processing and cancellation can be found in our privacy policy.
Lorem ipsum dolor sit amet, consectetur adipiscing elit. Ut elit tellus, luctus nec ullamcorper mattis, pulvinar dapibus leo.
